The transformation of manufacturing processes through advanced technologies heralds a new era for industry, often referred to as Industry 4.0. Smart factories, a key component of this era, utilize cutting-edge technologies such as artificial intelligence (AI), machine learning, and the Internet of Things (IoT) to create interconnected, efficient, and adaptive manufacturing environments. These factories represent a significant leap forward in terms of productivity, quality, and sustainability, fundamentally reshaping the landscape of industrial production.
The Interconnected Network in Smart Factories
Integration of Machines and Systems
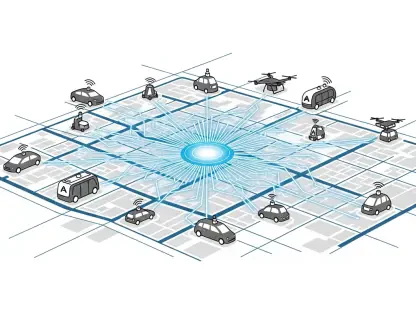
The foundation of a smart factory lies in its interconnected network, where machines, systems, and devices communicate seamlessly to foster a unified manufacturing ecosystem. This interconnectedness is pivotal for real-time data exchange and process automation. Machines equipped with sensors and communication modules constantly relay information to centralized systems, ensuring smooth coordination and synchronization. This integration enables the various components of the factory, from the assembly line to the inventory warehouse, to operate in harmony, substantially improving the overall manufacturing process.These interconnected systems also promote a higher level of flexibility and customization in production. For example, customer specifications can be directly communicated to the production line, allowing for the rapid adjustment of manufacturing parameters. This capability translates into shorter production cycles and reduced lead times. Furthermore, the ability to monitor machine performance in real-time means that potential issues can be identified and addressed before they escalate into costly downtimes. Overall, the integration of machines and systems within smart factories facilitates a highly efficient, responsive, and adaptable manufacturing environment.
Data Flow and Real-Time Decision Making
The flow of data within smart factories is continuous and real-time, enabling prompt decision-making. Data collected from various sources—such as machines, production lines, and supply chains—are analyzed by AI algorithms to identify patterns, predict issues, and optimize operations. This capability to make informed decisions on the fly enhances efficiency and responsiveness to changing conditions. For instance, if a machine begins to deviate from its standard operating conditions, the system can instantly alert operators or even autonomously adjust parameters to prevent defects or breakdowns.Moreover, this real-time data flow supports continuous improvement in manufacturing processes. By constantly analyzing performance metrics and production data, smart factories can pinpoint areas for improvement and implement changes swiftly. This iterative cycle of monitoring and optimization drives higher levels of productivity and quality over time. The data-driven nature of these factories also allows for better resource allocation, as well as improved predictive maintenance and inventory management. Overall, the continuous flow of data supports a highly efficient, adaptive, and resilient manufacturing environment.
Cyber-Physical Systems
Cyber-physical systems (CPS) bridge the physical and digital worlds within smart factories. These systems integrate sensors, actuators, and computing elements to monitor and control physical processes. By creating a digital twin of the manufacturing environment, CPS allows for comprehensive analysis, simulation, and improvement of factory operations. This digital representation of the physical processes enables manufacturers to conduct virtual testing and optimization, leading to better decision-making and more efficient process improvements.CPS also enhance the overall safety and reliability of manufacturing processes. For example, by continuously monitoring equipment conditions and performance, these systems can detect potential safety hazards or operational anomalies in real-time. This capability allows for immediate interventions, minimizing the risk of accidents and ensuring a safer working environment for employees. Furthermore, the digital twin approach enables manufacturers to simulate various “what-if” scenarios, helping them to anticipate and prepare for potential issues before they occur in the real world. Ultimately, the integration of CPS in smart factories fosters a more efficient, safe, and adaptable manufacturing process.
Automation and Robotics on the Factory Floor
Production Automation
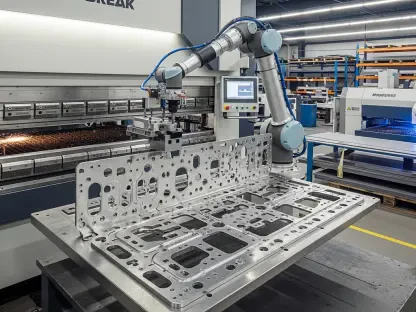
Robotic arms and automated machinery are central to the automation strategies within smart factories. These robots handle repetitive and precision tasks such as assembly, welding, and material handling, substantially increasing production speed and accuracy. For instance, robotic arms can work tirelessly around the clock, maintaining consistent quality and significantly reducing production times. Collaborative robots, or cobots, are designed to work alongside human workers, enhancing productivity and ensuring safety in shared workspaces. Cobots can assist with tasks that require a human touch, such as complex assemblies or quality checks, effectively combining the strengths of both humans and machines.The deployment of these robots also allows human workers to focus on more value-added tasks, such as problem-solving, quality improvement, and innovation. By automating routine and repetitive tasks, smart factories can enhance worker satisfaction and reduce the risk of injuries associated with monotonous or hazardous work. This shift not only boosts productivity but also contributes to a more engaging and safer work environment. Overall, the integration of robotic automation in smart factories leads to significant improvements in production efficiency, quality, and worker well-being.
Intelligent Quality Inspection
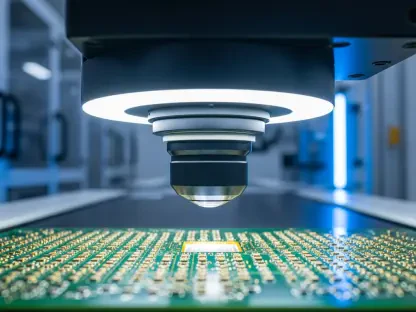
Quality control processes benefit immensely from AI-powered inspection systems. Computer vision systems equipped with AI analyze images and video feeds to detect defects and anomalies in products. This automation not only ensures high product quality but also reduces waste and rework costs. For example, AI-driven visual inspection systems can identify minute defects that may be overlooked by human inspectors, ensuring that only products meeting stringent quality standards are shipped to customers. Advanced sound analytics systems further complement this by identifying mechanical issues through sound pattern analysis, allowing for early detection of potential problems.These intelligent inspection systems operate continuously and at high speeds, significantly enhancing the overall inspection process. They can analyze thousands of products per hour, ensuring that any defects are quickly identified and rectified, thereby minimizing the production of faulty goods. Additionally, AI-powered inspection systems can learn and adapt over time, continuously improving their detection capabilities based on feedback and new data. This continuous improvement leads to even higher levels of quality and efficiency in the long run. Ultimately, intelligent quality inspection systems help smart factories maintain high standards of product quality while optimizing production processes and reducing costs.
Predictive Maintenance
Predictive maintenance leverages IoT sensors and AI to monitor equipment health and predict failures before they occur. This proactive approach minimizes unplanned downtimes and extends the lifespan of machinery. By scheduling maintenance activities based on real-time data and predictive insights, factories can maintain optimal operational efficiency and reduce maintenance costs. For example, sensors can continuously monitor parameters such as temperature, vibration, and pressure, providing valuable data that AI algorithms use to predict potential issues. When a deviation from normal conditions is detected, maintenance teams can be alerted to perform necessary repairs before a breakdown occurs.This predictive approach to maintenance not only prevents costly downtimes but also optimizes the scheduling of maintenance activities, ensuring that machinery is serviced only when necessary. This efficiency reduces the overall maintenance burden and associated costs. Moreover, by maintaining equipment in peak condition, smart factories can achieve higher production rates and better product quality. Predictive maintenance ultimately fosters a more reliable and cost-effective manufacturing environment, supporting the continuous and efficient operation of smart factories.
AI-Driven Energy Management
Real-Time Energy Optimization
Smart factories employ AI and IoT to optimize energy usage dynamically. By integrating data from IoT sensors, production schedules, and even weather forecasts, AI systems can predict energy demand variations and implement measures such as pre-cooling or heating. This real-time optimization reduces energy consumption and associated costs. For instance, if an AI system forecasts a surge in energy demand due to an upcoming heatwave, it can pre-cool the facility during off-peak hours when energy rates are lower. This proactive approach not only reduces energy costs but also ensures a comfortable working environment for employees.Furthermore, AI-driven energy optimization can balance energy loads across different systems and processes, ensuring that no single component is overburdened. This balance enhances overall efficiency and reduces the risk of energy-related disruptions. Additionally, AI systems can continuously monitor and analyze energy usage patterns, identifying opportunities for further savings and efficiency improvements. By leveraging real-time data and predictive insights, smart factories can achieve significant energy savings and contribute to environmental sustainability. Overall, real-time energy optimization represents a crucial element of the efficient and sustainable operation of smart factories.
Dynamic Energy Source Selection
AI algorithms help in selecting the most efficient energy sources based on real-time data. By considering factors like production schedules, energy prices, and demand patterns, smart factories can balance cost and availability, ensuring a sustainable energy supply. For example, if energy prices spike during peak hours, AI systems can shift non-essential processes to off-peak times or switch to alternative energy sources, such as onsite renewable energy generation. This smart energy management ultimately contributes to substantial cost reductions and environmental benefits, as factories can minimize their reliance on fossil fuels and reduce greenhouse gas emissions.In addition, the dynamic selection of energy sources enables smart factories to participate in demand response programs, where they can adjust their energy consumption in response to signals from the grid. This participation helps stabilize the grid and provides financial incentives for factories to reduce their energy usage during peak demand periods. The ability to dynamically select and manage energy sources based on real-time data allows smart factories to operate more sustainably and cost-effectively, supporting their overall goals of efficiency and environmental stewardship.
Demand Response and Load Shifting
The ability of AI to adjust energy usage according to demand is crucial for participating in demand response programs. By shifting energy-intensive processes to off-peak hours, smart factories can take advantage of lower energy costs while contributing to grid stability. This load-shifting capability ensures efficient resource allocation and further drives down operational expenses. For example, a smart factory might schedule energy-intensive tasks such as batch production or machine recalibration during times when energy demand is lower and rates are more favorable.Moreover, AI-driven demand response strategies can provide additional revenue streams for smart factories. By participating in demand response programs, factories can receive compensation for their flexibility in adjusting energy usage. This not only reduces operational costs but also enhances the financial sustainability of the manufacturing process. Additionally, by reducing peak energy demand, smart factories contribute to the overall stability and resilience of the energy grid, supporting broader societal benefits. Overall, demand response and load-shifting capabilities represent key advantages of AI-driven energy management in smart factories.
Enhancing Efficiency and Quality Control
Reduced Downtime and Operational Efficiency
Predictive maintenance and automated quality control drastically reduce downtimes and enhance operational efficiency. By addressing potential issues proactively, smart factories can maintain continuous operation, minimizing production halts. This seamless process flow is essential for meeting high demand and ensuring timely delivery. For example, by using predictive maintenance to identify and address equipment issues before they lead to failures, smart factories can avoid costly interruptions and maintain a steady production pace. Similarly, automated quality control systems ensure that products meet high standards, reducing the need for rework and increasing overall efficiency.This approach not only enhances productivity but also reduces operational costs associated with unexpected downtimes and quality issues. By maintaining a high level of operational efficiency, smart factories can respond more effectively to market demands and ensure consistent product quality. Additionally, the use of AI-driven insights and real-time data enhances decision-making, allowing for more agile and adaptive manufacturing processes. Overall, the reduction of downtimes and the enhancement of operational efficiency represent significant benefits of smart factories, supporting their goals of productivity and quality.
Resource Optimization and Inventory Management
AI-driven insights play a critical role in resource optimization and inventory management. By analyzing consumption patterns and predicting spare part requirements, smart factories can maintain optimal inventory levels, reducing storage costs and avoiding overproduction or shortages. For instance, AI systems can forecast demand for specific components based on historical data and current trends, allowing factories to adjust their inventory levels accordingly. This ensures that necessary parts are always available without tying up capital in excess inventory.Furthermore, efficient inventory management supports just-in-time production strategies, where materials and components are delivered precisely when needed, minimizing storage requirements and reducing waste. This approach not only lowers costs but also enhances the overall efficiency of the manufacturing process. Additionally, AI-driven resource optimization helps factories make better use of available materials and energy, reducing environmental impact and supporting sustainability goals. By leveraging AI insights for resource optimization and inventory management, smart factories can achieve significant cost savings and enhance their overall operational efficiency.
Improved Safety and Workforce Utilization
Safety is significantly enhanced through predictive maintenance and AI-powered inspections, which identify hazardous conditions and prevent accidents. For example, AI systems can monitor machinery for signs of wear or malfunction, triggering maintenance interventions before a failure occurs. This proactive approach reduces the risk of accidents and ensures a safer working environment for employees. Additionally, AI-powered visual inspections can detect safety hazards such as equipment misalignment or structural defects, allowing for timely corrective actions.Automation also allows human workers to focus on more complex and value-added tasks, improving workforce utilization and job satisfaction. By taking over repetitive and physically demanding tasks, robots and AI systems free up workers to engage in more strategic activities such as process improvement, innovation, and quality enhancement. This shift not only boosts productivity but also fosters a more engaging and fulfilling work environment. Overall, the combination of improved safety and better workforce utilization represents a key advantage of smart factories, supporting both operational efficiency and employee well-being.
Case Studies of Smart Factory Success
Praxair/Linde
The transformation of manufacturing through innovative technologies marks the dawn of a new industrial age known as Industry 4.0. At the heart of this revolution are smart factories, which integrate cutting-edge technologies such as artificial intelligence (AI), machine learning, and the Internet of Things (IoT). These advanced systems create interconnected, highly efficient, and adaptive manufacturing environments.Smart factories bring a substantial leap in productivity, quality, and sustainability. By integrating AI and machine learning, these factories can predict maintenance needs, optimize production schedules, and improve product quality through data analysis. The IoT provides seamless communication between machinery and systems, enabling real-time monitoring and adjustments to enhance efficiency and reduce downtime.This technological convergence not only boosts overall operational efficiency but also supports sustainable practices by minimizing waste and energy consumption. Industry 4.0 represents a major shift in how industrial production is approached, moving towards more agile, responsive, and eco-friendly manufacturing processes. Consequently, the advent of smart factories is reshaping the industrial landscape, setting new standards for productivity, quality, and environmental responsibility.