The manufacturing landscape is undergoing a significant transformation, driven by the evolution of smart factory technologies. By combining advanced automation, data analytics, and interconnected systems, smart factories are poised to redefine production processes, enhancing efficiency, productivity, and flexibility. This article delves into how the smart factory market will shape manufacturing by 2028.
The Rise of Smart Factories
Integration of Advanced Technologies
Smart factories represent a leap towards Industry 4.0, integrating technologies like the Industrial Internet of Things (IIoT), artificial intelligence (AI), machine learning, and 5G connectivity. These technologies enable real-time data collection and analysis, facilitating more informed decision-making, predictive maintenance, and overall operational efficiency. This interconnected ecosystem allows manufacturers to respond swiftly to production line issues and market demands, thereby minimizing downtime and maximizing productivity.The integration of IIoT connects numerous devices across the factory floor, providing a seamless flow of information from one machine to another. This real-time data communication enables predictive maintenance, which identifies potential equipment failures before they occur, reducing unexpected downtimes and repair costs. AI and machine learning take this a step further by analyzing vast amounts of data to enhance decision-making, optimize operations, and boost productivity. This powerful combination of technologies ensures that smart factories can adapt quickly to changes in demand, manage resources efficiently, and produce high-quality products consistently.
Key Players and Innovative Solutions
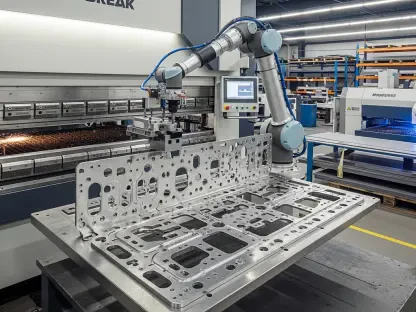
Major corporations such as ABB Ltd., Cisco Systems Inc., Dassault Systemes SE, and others are at the forefront of this transformation, investing significantly in smart factory technologies to stay competitive. These companies are developing innovative solutions that integrate automation, robotics, and digital ecosystems, empowering manufacturers to achieve higher levels of productivity and efficiency. For instance, ABB’s advanced robotic systems are designed to work alongside human operators, enhancing the flexibility and speed of production lines.Cisco Systems Inc. contributes with its expertise in network technologies, providing the backbone for secure and reliable data transmission critical for smart factory operations. Dassault Systemes SE offers sophisticated software solutions like 3D design, digital mockups, and product lifecycle management tools that streamline the design and manufacturing processes. These key players are not only providing the necessary technologies but also partnering with manufacturers to implement customized solutions that address specific operational challenges. Through their combined efforts, these corporations are setting new standards for productivity, safety, and efficiency in the manufacturing sector.
Market Drivers
Several factors are driving the adoption of smart factories. Manufacturers are increasingly focused on reducing costs, enhancing competitive advantages, and meeting evolving customer demands. Automation and real-time data analysis enable organizations to manage resources more efficiently, ensuring quality and consistency in production while minimizing waste and downtime. The pressure to produce high-quality products at a faster pace has led companies to explore technological solutions that offer reliable performance and flexibility.Another significant driver is the need for enhanced operational transparency and traceability. With smart factory technologies, manufacturers can monitor every step of the production process in real-time, from raw material procurement to final product delivery. This level of transparency helps in identifying areas of improvement, managing supply chains more effectively, and ensuring compliance with regulatory standards. Furthermore, the ability to gather and analyze operational data allows companies to continuously refine their processes, leading to cost savings and increased productivity over time.
Market Segmentation and Growth Projections
Components of Smart Factories
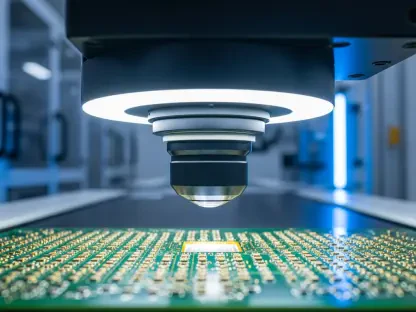
The smart factory market is segmented based on components such as industrial sensors, industrial robots, industrial 3D printers, and machine vision systems. Each component plays a critical role in establishing a cohesive and responsive manufacturing environment, contributing uniquely to the overall efficiency and flexibility of the production process. For example, industrial sensors provide real-time data on various parameters like temperature, pressure, and humidity, ensuring optimal operating conditions.Industrial robots, on the other hand, automate repetitive and hazardous tasks, enhancing both speed and precision on the production line. These robots can be programmed for various functions, from assembling parts to packaging finished products. Industrial 3D printers add another layer of flexibility by enabling rapid prototyping and on-demand manufacturing of customized parts. Machine vision systems complement these technologies by providing accurate inspection and quality control, ensuring that products meet stringent standards before they leave the factory floor.
Solutions Powering Smart Factories
Key solutions driving the smart factory market include Supervisory Control and Data Acquisition (SCADA), Manufacturing Execution Systems (MES), Distributed Control Systems (DCS), Programmable Logic Controllers (PLC), and Product Lifecycle Management (PLM). These systems work in tandem to monitor and control manufacturing processes, ensuring optimal performance and seamless integration of various manufacturing activities. SCADA systems, for instance, enable centralized control and monitoring of industrial processes, enhancing operational efficiency.Manufacturing Execution Systems (MES) are critical for managing and optimizing production activities from the launch of orders to the delivery of finished products. MES systems bridge the gap between enterprise resource planning (ERP) systems and the factory floor, ensuring that production processes align with business objectives. Distributed Control Systems (DCS) provide robust and flexible control over complex processes, commonly used in industries like oil and gas and pharmaceuticals. Programmable Logic Controllers (PLC) offer high-reliability automated control for manufacturing processes, while Product Lifecycle Management (PLM) systems help manufacturers manage products’ lifecycles from conception through design and manufacturing to service and disposal.
Regional Adoption and Growth
The smart factory market is highly dynamic, with varying levels of adoption across different regions. North America and Europe are leading in smart technology investments, driven by robust industry standards and a strong focus on innovation. The presence of established manufacturing industries in these regions has accelerated the adoption of advanced manufacturing technologies. Companies here are keen on investing in smart factory solutions to boost competitiveness and meet stringent regulatory requirements.Meanwhile, Asia-Pacific is rapidly emerging as a significant player, fueled by substantial investments in manufacturing infrastructure and a vibrant industrial ecosystem. Countries like China, Japan, and South Korea are making significant strides in integrating smart factory technologies to enhance production capabilities and maintain global competitiveness. The rapid industrialization and supportive government policies in these countries are providing a fertile ground for the growth of smart factories. The diverse market dynamics across these regions highlight the global momentum towards embracing smart manufacturing practices, laying the foundation for a more efficient and connected industrial landscape.
Benefits and Impact on Industries
Efficiency and Productivity
Smart factories revolutionize efficiency and productivity by streamlining processes and reducing manual interventions. The integration of AI and machine learning enables predictive maintenance, minimizing downtime and preventing costly equipment failures. This leads to optimized production schedules, higher output rates, and enhanced overall efficiency. By leveraging real-time data, manufacturers can quickly identify and address bottlenecks, optimizing resource utilization and reducing operational costs.The automation of routine tasks frees up human workers to focus on more complex and strategic activities, further boosting productivity. For example, automated assembly lines can operate continuously without breaks, maintaining high output rates around the clock. Machine learning algorithms analyze production data to identify patterns and trends, enabling continuous process improvements and operational excellence. This dynamic and agile approach ensures that manufacturers can respond quickly to market demands and production challenges, maintaining a competitive edge in a rapidly evolving industrial landscape.
Quality and Consistency
One of the significant advantages of smart factory technologies is the ability to maintain high standards of quality and consistency. Advanced sensors and real-time data analysis allow for precise monitoring of production parameters, ensuring that any deviations are promptly addressed. This results in products that consistently meet stringent quality standards, reducing the likelihood of defects and recalls. By continuously monitoring and adjusting production variables, smart factories can achieve near-zero defect rates, enhancing customer satisfaction and brand reputation.Machine vision systems play a crucial role in quality control, using advanced imaging technologies to inspect products for defects or irregularities. These systems can detect issues that are not visible to the human eye, ensuring a higher level of accuracy and reliability. The ability to trace and document every step of the production process also aids in identifying the root causes of quality issues, facilitating quick corrective actions. This holistic approach to quality management ensures that manufacturers can deliver superior products consistently, fostering trust and loyalty among customers.
Safety and Risk Mitigation
Smart factories contribute to safer working environments by automating hazardous tasks and implementing robust safety protocols. Real-time monitoring systems can detect potential safety hazards, enabling swift responses to prevent accidents. Additionally, the use of robotics in dangerous environments reduces the risk to human workers, further enhancing workplace safety. For example, robots can handle toxic substances or perform heavy lifting tasks, minimizing human exposure to workplace hazards.Predictive maintenance technologies also play a significant role in safety by identifying equipment issues before they escalate into dangerous failures. This proactive approach ensures that machinery operates within safe parameters, reducing the likelihood of accidents caused by equipment malfunction. Smart factories are equipped with advanced safety systems that can automatically shut down operations in the event of an emergency, ensuring the protection of both workers and equipment. These measures collectively create a safer and more efficient working environment, promoting the well-being of employees and the sustainability of manufacturing operations.
Technological Trends and Innovations
Industrial Internet of Things (IIoT)
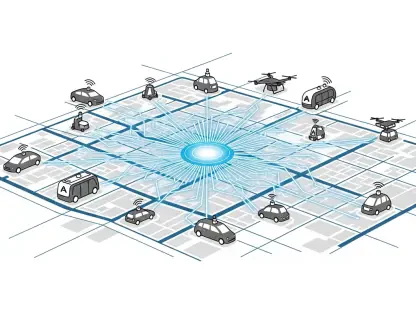
The IIoT is a cornerstone of smart factory technology, connecting machines, devices, and systems to a central network for seamless communication and coordination. This interconnectedness allows for real-time data collection, analysis, and automated responses, driving efficiencies and enhancing overall operational intelligence. IIoT enables manufacturers to optimize their supply chains, enhance asset utilization, and improve product quality. By integrating disparate systems and processes, IIoT creates a cohesive digital ecosystem that supports the continuous flow of information and resources.One of the key benefits of IIoT is its ability to provide comprehensive visibility into manufacturing operations. Sensors embedded in machinery and equipment collect data on various performance parameters, which is then transmitted to a central platform for analysis. This real-time monitoring allows for timely interventions and adjustments, ensuring optimal operational conditions. Moreover, the data collected through IIoT systems can be used to develop predictive models, enabling manufacturers to anticipate and address potential issues before they impact production. This proactive approach ensures continuous improvement and operational excellence, laying the foundation for a more resilient and adaptive manufacturing environment.
Artificial Intelligence and Machine Learning
AI and machine learning are integral to the smart factory ecosystem, enabling more sophisticated data analysis and decision-making processes. These technologies facilitate autonomous operations, predictive maintenance, and continuous improvement, allowing manufacturers to adapt quickly to changing conditions and demands. AI algorithms analyze large datasets from various sources to identify patterns and insights that can drive operational efficiencies. For instance, machine learning models can predict equipment failures based on historical data, enabling timely maintenance and reducing downtime.AI also plays a crucial role in optimizing production processes by automating complex tasks that were previously performed manually. For example, AI-powered systems can manage inventory levels, schedule maintenance activities, and adjust production parameters in real time to maximize efficiency. Machine learning algorithms continuously learn from operational data, refining their predictions and recommendations to improve performance over time. This level of automation and intelligence ensures that smart factories can operate with minimal human intervention, achieving higher levels of productivity and efficiency while maintaining flexibility and adaptability.
The Role of 5G Connectivity
The advent of 5G technology is set to revolutionize smart factories by providing ultra-fast, reliable, and low-latency communication. This enhanced connectivity supports the real-time transmission of vast amounts of data, enabling more responsive and adaptive manufacturing processes. 5G technology facilitates seamless integration of IoT devices, allowing for instant communication and coordination between machines. This real-time connectivity is crucial for applications like autonomous robots and automated guided vehicles, which require precise and timely data to operate effectively.5G also plays a vital role in enabling advanced manufacturing applications such as augmented reality (AR) and virtual reality (VR). These technologies can be used for remote monitoring, maintenance, and training, providing real-time guidance and support to workers on the factory floor. The low-latency nature of 5G ensures that AR and VR applications operate smoothly, enhancing their effectiveness and reliability. Furthermore, the increased bandwidth and capacity of 5G networks support the deployment of AI and machine learning algorithms at the edge, enabling real-time data analysis and decision-making closer to the point of action. This decentralized approach enhances operational efficiency and responsiveness, paving the way for more intelligent and adaptive manufacturing environments.
Addressing Challenges
Cybersecurity Concerns
As smart factories rely heavily on connected devices and web-based communications, they are increasingly vulnerable to cyberattacks. Ensuring robust cybersecurity measures is paramount to protect sensitive data and maintain the integrity of manufacturing operations. Manufacturers must invest in advanced security protocols and continuously update their defenses to mitigate the risk of breaches and disruptions. This includes implementing strong authentication mechanisms, encrypting data transmissions, and regularly monitoring network activity for suspicious behavior.In addition to technical measures, organizations must also foster a culture of cybersecurity awareness among employees. This involves regular training and education to ensure that all staff members understand the importance of cybersecurity and adhere to best practices. Incident response plans should be established and regularly tested to ensure that organizations can quickly and effectively respond to potential cybersecurity threats. By taking a comprehensive and proactive approach to cybersecurity, manufacturers can protect their smart factory environments from emerging threats and maintain the integrity of their operations.
Skill Gaps and Workforce Adaptation
The manufacturing landscape is witnessing a profound transformation, predominantly driven by the rise of smart factory technologies. Integrating advanced automation, cutting-edge data analytics, and interconnected systems, smart factories promise to revolutionize production processes. This integration not only optimizes efficiency and productivity but also significantly improves operational flexibility, adaptability, and sustainability. The rapid advancements in Internet of Things (IoT) devices, artificial intelligence, and machine learning are enabling manufacturers to collect and analyze massive amounts of data in real-time, allowing for swift decision-making and predictive maintenance. Additionally, augmented reality and robotics are enhancing worker capabilities and safety, creating more innovative and responsive production environments. As we look to 2028, the smart factory market is projected to play a pivotal role in shaping the future of manufacturing, driving economic growth and offering new opportunities across various sectors. This article explores the potential impacts and benefits of smart factories, delving into how these innovations will mold the industry landscape in the coming years.