
Kwame Zaire is a distinguished manufacturing expert with a deep-seated passion for the intersection of advanced electronics and industrial equipment. His career has been defined by a commitment to mastering production management, where he has become a leading voice in predictive maintenance, quality control, and workplace safety. Recently, his focus has shifted toward the transformative potential of additive manufacturing, specifically in how bespoke material science can overcome the historical limitations of metallic 3D printing. In this conversation, we explore the breakthrough of a new Al-Ni-Ce-Mn-Fe alloy that promises to redefine structural integrity in the aerospace and biomedical sectors.
The following discussion explores the limitations of traditional aluminum alloys in Directed Energy Deposition and the role of ultrasonic atomization in creating high-quality feedstock. We delve into the microstructural mechanisms that drive significant gains in yield strength, the thermal dynamics of narrow freezing ranges, and the technical challenges of real-time multimodal monitoring. Finally, we look at the path toward scaling these specialized powders for industrial-wide adoption.
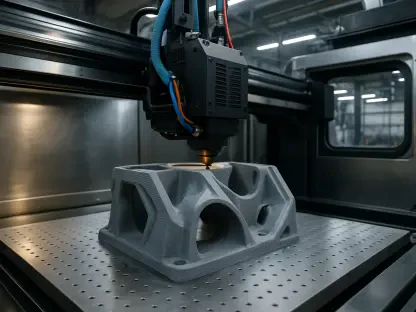
Traditional aluminum alloys often suffer from defects during Directed Energy Deposition. How does the specific combination of nickel, cerium, and manganese in a feedstock address these issues, and what role does ultrasonic atomization play in achieving the powder quality required for high-performance applications? Please elaborate with specific metrics.
The inclusion of nickel, cerium, and manganese is a deliberate move to shift away from the “crack-prone” nature of traditional series. In this bespoke Al–Ni–Ce–Mn–Fe blend, these elements work together to form a stable network of intermetallic phases, such as Al20Mn2Ce and Al23Ni6Ce4, which act as a safeguard against the thermal shocks typical of Directed Energy Deposition. Ultrasonic atomization is the secret to making this work on a granular level, as it produces a highly spherical powder with a very consistent particle size distribution. This consistency ensures that the laser energy is absorbed uniformly, preventing the “balling” effect or erratic melt pools that usually plague aluminum. By starting with such high-purity feedstock, we create a foundation where the resulting microstructure is ultra-fine, featuring sub-grain sizes consistently below 5 μm.
New Al-Ni-Ce-Mn-Fe alloys demonstrate a 70% increase in yield strength over standard AlSi10Mg. What specific mechanisms, such as grain refinement or dispersion strengthening, drive these mechanical gains, and how does a sub-5-micron microstructure influence the long-term durability of a printed component? Please provide a step-by-step technical breakdown.
The dramatic 70% jump in yield strength is not the result of a single factor, but rather a synergistic “triple threat” of strengthening mechanisms. First, the rapid solidification during the process leads to significant grain refinement, creating a dense network of boundaries that impede dislocation movement. Second, we see dispersion strengthening where fine intermetallic phases, like the Al11Ce3 particles, act as rigid obstacles within the aluminum matrix. Finally, the material benefits from lamellar strengthening, which organizes the internal structure into a resilient, layered arrangement. Having a microstructure where grains are smaller than 5 μm means there are fewer sites for fatigue cracks to initiate, which translates to a part that can endure millions of cycles in a high-stress environment without failing.
High residual stress and cracking frequently limit the scale of aluminum additive manufacturing projects. Given a narrow 2.8°C freezing range, how does a material’s solidification behavior reduce internal tension to under 32 MPa, and what are the practical benefits for repairing large-scale industrial components? Please include relevant anecdotes or examples.
The 2.8°C freezing range is incredibly narrow compared to traditional alloys, and this is the primary reason we can keep residual stress below 32 MPa. When a material has a wide freezing range, the “mushy zone” persists for a long time, allowing different parts of the melt pool to pull against each other as they shrink, which is how you get cracks. With such a tight window, the entire pool solidifies almost instantly and uniformly, reducing that internal tug-of-war to less than 16% of the material’s yield strength. In practical terms, imagine trying to repair a massive turbine blade or a structural aerospace rib; usually, the heat from the repair would warp the entire part. Because this alloy remains so stable under 32 MPa of stress, we can now perform “near-net-shape” repairs on large components without the fear of the part twisting or snapping once it cools down.
Monitoring phase evolution in real-time requires a complex setup involving X-ray diffraction and infrared imaging. What challenges do engineers face when syncing these multimodal data streams during deposition, and how does this level of thermal analysis change how we predict final part performance? Please provide at least four sentences of detail.
The biggest hurdle for engineers is the massive disparity in data frequencies and the physical environment of the DED chamber. You are trying to sync high-speed infrared cameras that capture thermal gradients with X-ray diffraction sensors that are reading atomic-level phase changes, all while metal is being melted at thousands of degrees. Aligning these streams requires nanosecond-level precision so that a temperature spike seen on the IR can be mapped exactly to the formation of a specific intermetallic phase in the XRD data. This level of analysis allows us to move from “post-mortem” testing to active prediction; we no longer have to wait for the part to cool to know it’s good. If we see the phase evolution straying from the 2.8°C freezing behavior during the build, we can adjust laser parameters on the fly to guarantee the final mechanical properties.
Transitioning a bespoke alloy from a lab environment to sectors like aerospace or biomedical manufacturing involves significant hurdles. What steps are required to scale the production of specialized aluminum powders, and how might these materials redefine the “near-net-shape” capabilities of existing hardware? Please explain the process in detail.
Scaling involves moving from small-batch ultrasonic atomization to industrial-scale production without losing the precision of the Al-Ni-Ce-Mn-Fe chemistry. The first step is validating that large-scale powder batches maintain the same lamellar strengthening and sub-5-micron grain potential seen in the lab. Once the supply chain is stabilized, these materials will allow existing DED hardware to print parts that are much closer to their final “near-net-shape,” meaning we can skip hours of expensive CNC machining. In the biomedical field, this could mean printing custom implants that are ready for use almost immediately after the build, while in aerospace, it means reducing the “buy-to-fly” ratio by producing complex geometries that were previously too prone to cracking.
What is your forecast for high-performance aluminum alloys in the additive manufacturing industry?
I believe we are entering an era where we stop trying to force old, “wrought” alloys into 3D printers and instead embrace these designer powders. My forecast is that within the next five years, the industry will shift toward these narrow-freezing-range alloys as the standard for critical infrastructure. We will see a 50% increase in the use of DED for structural aerospace repairs because the low residual stress—those metrics under 32 MPa—removes the biggest risk factor for engineers. Ultimately, these bespoke materials will turn additive manufacturing from a prototyping tool into a primary fabrication method for the most demanding environments on Earth.