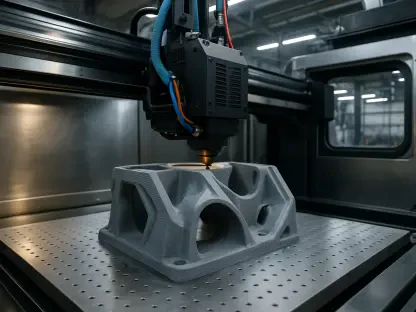
In the evolving landscape of manufacturing, companies are under immense pressure to enhance productivity, reduce costs, and ensure high-quality standards. However, the shop floor has frequently been overlooked in the quest for optimization, even as advances in industrial engineering and supply chain management have propelled other sectors forward. Manufacturing Operations Management (MOM) has emerged as a game-changer, offering a comprehensive, digitized platform that extends beyond traditional Manufacturing Execution Systems (MES). By harnessing digitalization with real-time insights and virtual twin technology, MOM addresses the persistent challenges faced by manufacturing enterprises, promising a more integrated, efficient future for manufacturing operations. This advanced framework positions manufacturers to capitalize on digital insights, thus transforming the operational dynamics on the shop floor.
The Need for Optimization
Industry leaders striving to balance productivity with cost-effectiveness and quality assurance face a myriad of operational challenges. Traditional systems often operate in silos, limiting their capacity to integrate functions such as quality control, maintenance, inventory, and workforce management within a cohesive framework. As a result, they fall short of addressing dynamic market changes and workforce limitations. MOM presents an overarching solution by integrating these diverse functions into a unified digital platform. This level of operational cohesion eliminates inefficiencies, allowing for seamless data flow and informed decision-making. With MOM, manufacturing enterprises can break down organizational silos, ensuring that the entire operation runs like a well-coordinated machine. As companies face increasing pressure to maintain tight profit margins amidst labor shortages, the holistic methodology of MOM becomes pivotal in sustaining competitiveness and operational excellence.
The digital integration that MOM offers is crucial for meeting the demands of today’s competitive market. Manufacturers must now juggle multiple objectives: boosting productivity yet cutting costs, and enhancing product quality while navigating workforce constraints. This exhaustive integration not only helps in achieving these goals but also facilitates a more adaptive approach to evolving business needs. By offering real-time insights and comprehensive visibility into all functions, MOM transforms how operations are managed on the shop floor, leading to improved efficacy and reduced waste. This approach allows manufacturers to tap into previously unrealized efficiencies and opportunities for innovation. As operational landscapes become increasingly complex, MOM ensures businesses are not just catching up but are equipped to thrive in a rapidly changing environment.
Real-Time Visibility and Innovation
A standout feature of Manufacturing Operations Management (MOM) is its capacity to offer manufacturers a lens into real-time operational data. In the past, decision-making in manufacturing was often based on information that was outdated by the time it was processed, leading to discrepancies between the actual conditions on the shop floor and the strategic decisions made at higher levels. MOM bridges this information gap by delivering immediate insights across various production metrics. These metrics encompass equipment health, material supplies, and workforce productivity, among others. With MOM, operators and managers gain the ability to preemptively identify problems before they develop into larger disruptions, thus maintaining a smoother production flow.
With integrated Internet of Things (IoT) sensors and sophisticated analytics, MOM elevates predictive management capabilities. Instead of reacting to problems after they arise, manufacturers are empowered to anticipate and mitigate issues proactively. This predictive insight is crucial for maintaining consistent production runs, reducing downtime, and optimizing machine performance. Advanced analytics generate alerts for incidents that may require attention, ensuring they are addressed promptly and efficiently. This forward-thinking capability not only enhances operational continuity but also enables manufacturers to fine-tune their processes dynamically. By incorporating MOM systems, companies position themselves to leverage technological advancements effectively, fostering innovative solutions that align with strategic objectives.
Case Study: L’Oréal’s Success
As a frontrunner in leveraging MOM technologies, L’Oréal offers a tangible example of the sweeping benefits of these systems. Utilizing DELMIA Apriso across its extensive network of more than thirty manufacturing sites worldwide, L’Oréal illustrates how digital solutions can dramatically transform enterprise operations. The adoption of MOM technology has led to remarkable improvements in production reliability, quality control, and inventory management. The implementation has led to a decrease in production defects and rework, substantially contributing to higher “first time right” production rates. By achieving global process traceability, L’Oréal can closely monitor each stage of production, crucial for maintaining high standards across its product lines.
L’Oréal’s emphasis on Overall Equipment Effectiveness (OEE) underscores the strategic advantages of MOM integration. OEE is a key performance indicator in manufacturing, assessing truly productive time relative to scheduled production time. This metric evaluates how efficiently equipment is used concerning availability, performance, and quality. Through MOM, L’Oréal optimizes these factors, setting reliable benchmarks for identifying and rectifying inefficiencies. While specific OEE figures have not been openly disclosed, the enhanced digital integration has undoubtedly provided L’Oréal a more granular control over its manufacturing operations. The shift towards a more paperless, connected manufacturing floor underscores their Industry 4.0 ambitions, as they aim for global consistency and operational excellence.
Dynamic Scheduling and Resource Utilization
In a landscape characterized by fluctuating demand and ever-changing constraints, effective scheduling plays a critical role in maintaining manufacturing efficiency. Traditional methods of fixed schedules are often rigid, unable to adapt swiftly to unforeseen changes in demand or supply chain interruptions. MOM introduces a dynamic scheduling mechanism that reevaluates production timelines in real-time, ensuring adaptability and responsiveness. This adaptability is key for manufacturers striving to enhance profitability by leveraging existing resources to their fullest potential. MOM’s automated scheduling ensures resource utilization is maximized, accounting for equipment availability, operator expertise, material constraints, and order priorities, thus streamlining throughput while minimizing wastage.
Automation through MOM extends beyond scheduling, embracing complex processing tasks that drive efficiency. By transitioning away from manual interventions, manufacturers reduce the potential for human error and ensure operations run according to best-known methods. This real-time adjustment capability not only mitigates bottlenecks but also alleviates costly delays, preserving both time and resources. Companies can scale operations efficiently, adjusting to variations without compromising on quality or cost. This capacity to adapt swiftly to changing market demands ensures manufacturers remain agile and competitive, fortifying their ability to seize new opportunities and address challenges with informed, strategic planning.
Benefits Across the Sector
The implementation of MOM solutions is steadily redefining industry benchmarks, yielding measurable enhancements in both productivity and cost management. Companies adopting these technologies report significant improvements, including increased production volumes, reduced lead times, and substantial cost savings. Standardized best practice deployment across global sites translates to uniformity in operations, enhancing efficiency and minimizing variability. This consistency is essential in meeting the complex demands of a global market, where maintaining a competitive edge depends on delivering quality outputs at scale. MOM’s influence extends beyond subtle increases in efficiency; its impact is measurable across the entire enterprise.
CoorsTek, an esteemed manufacturer of technical ceramics, exemplifies the broad sectorial benefits provided by MOM technology. Spanning 27 facilities worldwide, CoorsTek’s adoption of DELMIA Apriso underscores its commitment to fostering innovation and enhancing operational quality. Given the asset-intensive nature of ceramics production, the reliability and uptime of manufacturing equipment are crucial. With MOM, CoorsTek has fundamentally transformed the oversight and management of its shop floor dynamics. Enhanced inline inspection processes enable the early detection of quality deviations, significantly curtailing defects and rework. Consequently, CoorsTek benefits from improved predictability in production outcomes and heightened quality consistency, setting a benchmark for success in the industry.
Streamlined Workflows and Increased Precision
For operators on the shop floor, the transition to MOM systems signifies enhanced workflow efficiency, largely eliminating the need for traditional paperwork in favor of digital solutions. A centralized digital platform grants seamless access to real-time work orders, machine allocations, and precise quality requirements. This shift replaces conventional binders with current, accurate information, facilitating more informed decision-making and reducing the scope for error. The instantaneous availability of digital work instructions streamlines operators’ daily activities, significantly improving process reliability.
The emphasis on recording quality data at the point of use is instrumental in maintaining exceptional standards. Operators can now execute checks to ensure that products consistently meet process capabilities and stringent quality criteria. This enhanced capacity for monitoring and control fosters an environment where precision and consistency are prioritized. In CoorsTek’s case, the MOM system has propelled substantial advancements in predictability and quality, earning industry accolades for its strides in modernizing manufacturing practices. The result is a manufacturing environment that is agile and responsive to customer demands, capable of delivering high-quality outputs with unwavering reliability.
The Strategic Edge Provided by MOM
Industry leaders today are challenged to balance productivity with cost-effectiveness and quality assurance. Traditional systems often work in silos, impairing their ability to integrate essential functions like quality control, maintenance, inventory, and workforce management into a comprehensive framework. This separation leads to difficulties in adapting to market changes and workforce constraints. Manufacturing Operations Management (MOM) offers a solution by bringing these varied functions together on a unified digital platform. This level of integration eradicates inefficiencies, facilitates smooth data flow, and enables informed decision-making. With MOM, manufacturers can break down organizational silos, ensuring the whole operation functions seamlessly. As companies face mounting pressure to maintain profits amidst labor shortages, MOM’s holistic approach is vital for sustaining competitiveness and high operational standards. This digital integration addresses today’s market needs, empowering manufacturers to efficiently meet productivity goals while controlling costs, enhancing product quality, and adapting to business needs.