The race to secure a domestic supply of permanent magnets has reached a critical turning point as the demand for electric vehicles and renewable energy infrastructure outpaces current Western processing capabilities. This $1.2 billion investment by USA Rare Earth in South Carolina represents a significant milestone in the effort to establish a fully integrated mine-to-magnet supply chain on American soil, reducing reliance on external markets that have historically dominated the sector. By choosing a strategic location near the Port of Charleston, the company is positioning itself to handle both domestic and international logistics with unprecedented efficiency. This facility is expected to produce high-performance neodymium-iron-boron (NdFeB) magnets, which are essential components in everything from high-tech defense systems to the drivetrain motors of modern electric cars. The establishment of this plant serves as a cornerstone for national security, ensuring that the critical materials required for the energy transition are processed and manufactured within a secure framework.
Strategic Investment: Rebuilding the Industrial Core
South Carolina has emerged as a premier destination for advanced manufacturing, and this new magnet facility leverages the state’s robust industrial infrastructure to foster a new era of technological independence. The $1.2 billion capital injection is slated to create hundreds of high-skilled jobs, ranging from chemical engineering to robotic systems management, further diversifying the regional economy. This site was selected not only for its logistical advantages but also for the availability of a workforce already accustomed to the rigors of high-precision manufacturing found in the automotive and aerospace sectors. Local authorities have coordinated closely with private stakeholders to ensure that the site is equipped with the necessary power and water infrastructure to support large-scale metallurgical processing. By integrating this plant into the existing industrial ecosystem, the project avoids many of the common pitfalls associated with greenfield developments. This move signals a broader trend where heavy industry returns to the American Southeast, driven by the need for localized production.
Beyond the immediate economic benefits to the Palmetto State, this facility serves as the final link in a vertically integrated business model that spans from mineral extraction to finished product. USA Rare Earth is coordinating the output from its Round Top heavy rare earth project in Texas directly with the manufacturing capabilities of the South Carolina plant. This synergy eliminates the need to ship raw materials overseas for processing, a practice that has long left domestic manufacturers vulnerable to price volatility and supply disruptions. The ability to control the entire lifecycle of these materials allows for more stringent quality control and ensures that environmental standards are met at every stage of production. As the facility scales up to meet its target capacity, it will provide a steady stream of magnets for the domestic automotive industry, which is currently undergoing a massive shift toward electrification. This integrated approach not only enhances profitability but also provides a blueprint for how other critical mineral industries might reorganize themselves to thrive.
Technological Integration: Advanced Manufacturing Processes
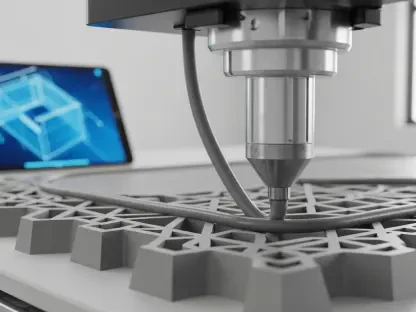
The South Carolina plant is designed to utilize cutting-edge sintering and bonding technologies to produce magnets with superior magnetic properties and heat resistance compared to standard commercial offerings. Modern NdFeB magnets require precise alloying and thermal treatment to achieve the performance metrics necessary for high-efficiency electric motors and offshore wind turbine generators. Engineers at the facility are implementing automated production lines that use artificial intelligence to monitor grain size and alignment during the pressing process, ensuring consistent quality across high-volume batches. This focus on automation helps the facility remain competitive with lower-cost overseas producers while maintaining the high safety and environmental standards required by domestic regulations. Furthermore, the modular design of the production floor allows for rapid scaling and the introduction of new alloy compositions as magnet technology evolves. By investing in these advanced systems, the facility ensures that it will remain at the forefront of the industry for decades, providing the spec components.
Industry leaders recognized that securing the supply chain required immediate and decisive action rather than passive reliance on global trade routes. They implemented strategic shifts that prioritized domestic mineral processing and advanced manufacturing to safeguard against market volatility. The next logical step involved the establishment of cross-industry consortiums that facilitated the exchange of recycling technologies and material science innovations. This collaborative approach was designed to accelerate the development of even more efficient magnet designs while reducing the total environmental footprint of the tech sector. Policymakers and educational institutions worked together to develop specialized training programs that prepared the next generation of technicians for the specific challenges of rare earth metallurgy. The transition to a self-sufficient magnet industry demonstrated that economic growth and environmental stewardship could coexist through technological excellence. By maintaining this momentum, the manufacturing sector ensured a stable supply of the critical components necessary for the energy transformation.